最近では界隈(自作キーボード)でも3Dプリントのケースが徐々に増えてきましたね。わたしも以前から3Dプリンタを使ってキーボード周りのものをちょこちょこと作ってきました。
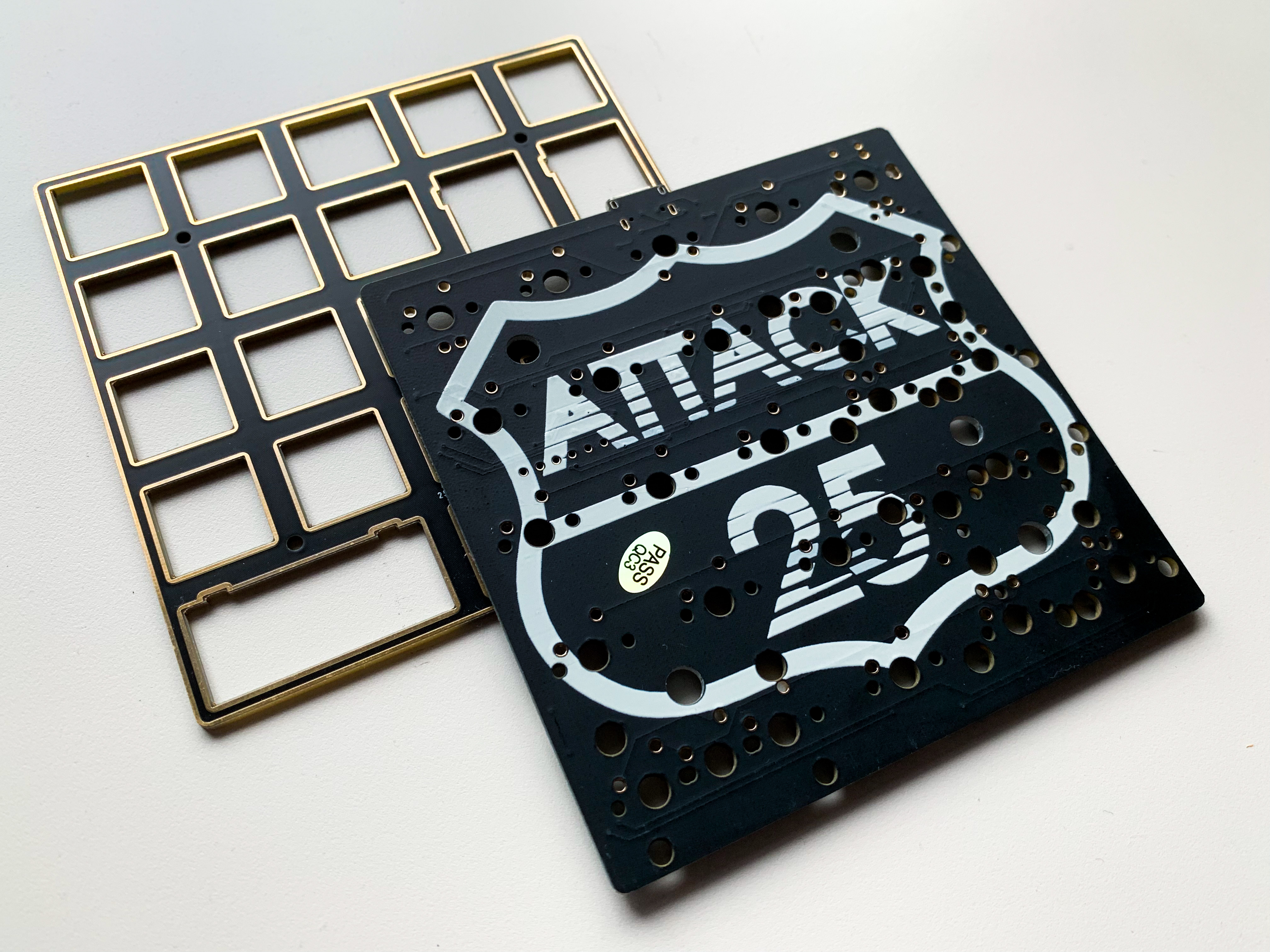
最近では、ATTACK25のケースやZincのアクセントプレートなど、自設計のキーボードキットに対応したケース関係の3Dプリント品を頒布してます。

ところで、家庭用3Dプリンタ、つまり、高温に熱したノズルの先端にある0.4mm程度の小さな穴から溶けた材料を押し出して積み重ね、立体を形成するという FDM方式の宿命として不可避なものに積層痕というやつがございます。これはこれで味わいとも言えなくもないのですけど、普通の射出成型した樹脂のようにつるつるの表層にしたい!という思いもやっぱり出てきちゃいます。
そんなわけで今回は3Dプリントしたケースなどをつるつるにしよう!という企画でございます。
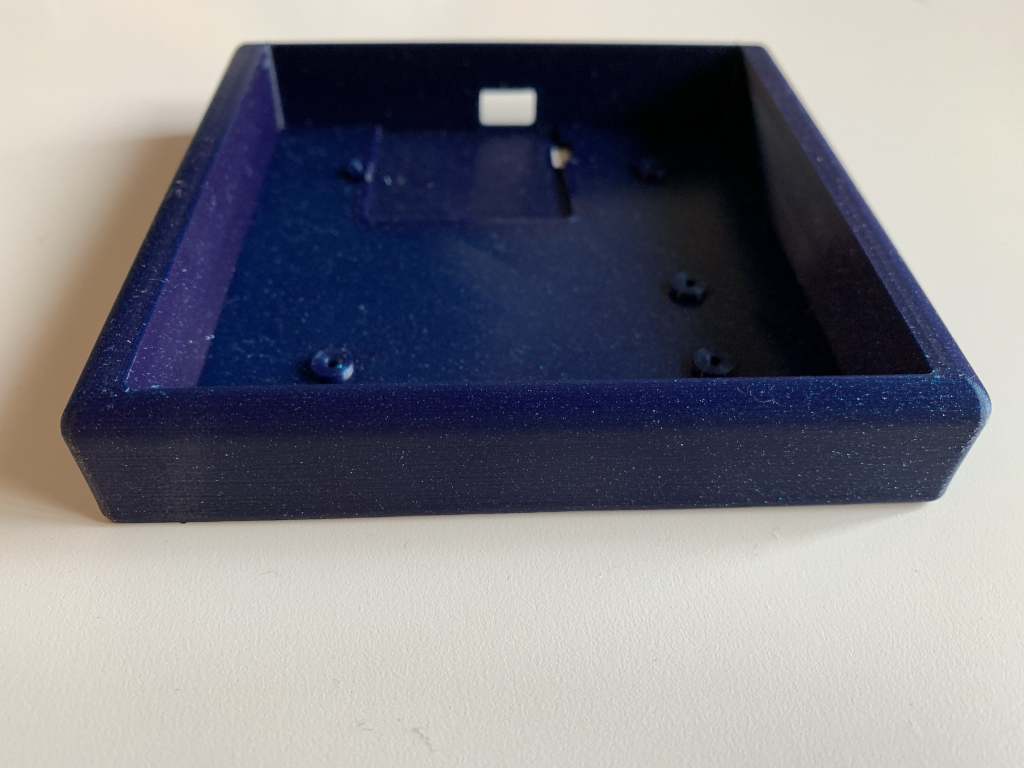
今回の素材はATTACK25の3Dプリントケース、お色はギャラクシーブルーです。

ちなみに一口に3Dプリントと言っても材料は様々あり、それぞれ特徴が違います。最も一般的な材料はPLAと言われるもので、低い温度で溶けるためにほとんどのプリンタが対応していて、熱収縮が小さいために造形が容易。ただし、硬くて柔軟性に欠けるために力を加えるとすぐにポキっと割れてしまうのが玉に瑕です。
ABSも昔からよく使われる材料で、これはキーキャップやレゴでおなじみの素材。PLAよりも高い温度を要求し、熱収縮が大きく、FDMで大きな造形物を正しくプリントすることは簡単ではありません。ABSの利点は曲げに強く、また加工性に優れているところでしょう。
このほか、ペットボトルで知られるPETに近いPETGと呼ばれる材料もよく使われ、これはPLAとABSの間くらいの存在(FDM方式でプリントする際の目安です。物質の性質はまた違うので注意)。
で、ATTACK25の3Dケースは現在のところすべてPLAを使っています。なんせ造形が楽なのです(それでも結構な確率で不良品を生み出します)。
PLAの問題は、ABSと比較して加工性が著しく悪いことです。硬いのでやすり掛けが難しいのです。とはいえ、全然研磨できないというほどでもなく、通常の紙やすりで充分に研磨が可能です。
わたしは、まず400番の紙やすりで下地を作ります。

三共理化学 空研ぎヤスリ 10枚入り #400
400番は結構粗いので、このケースのような濃い色だと削った跡が白い線となって浮き出てきて焦りますが、気にせずにひたすら磨きます。
白い線は後の工程で消えます。ちなみにこれ空研ぎ用なのに水研ぎしました(マアイイジャナイ)。
指で触ってみて、つるつるになったら400番は終わりです。次に800番あたりで研磨するべきところなのですけど、手元に2000番しかなかったのでいきなり2000番まで飛びます。

三共 耐水ヤスリ
こちらは耐水なので水研ぎOKです。これまたじっくり磨きます。すると、さきほどまであった白い線が消えていきます! うーんうれしい。しっかり磨けていればこの段階で輝きが出てくるはずです。ここで終わってもよいのですが、さらに磨いていきましょう。次はプラ用と謳われているやすりを使ってみます。
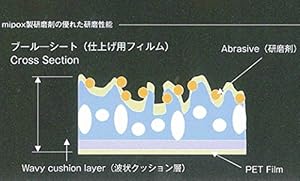
3Dプリント造形物用 研磨フィルム ウェットタイプ 光沢仕上げ用 紙やすり
普通にコンパウンドを使ってもよいかもしれません。わたしはさらにこの後にプラスチッククリーナーなるものを使ってみました。研磨剤入っているようなので、まあコンパウンドですね。

ソフト99 プラスチッククリーナー 43g
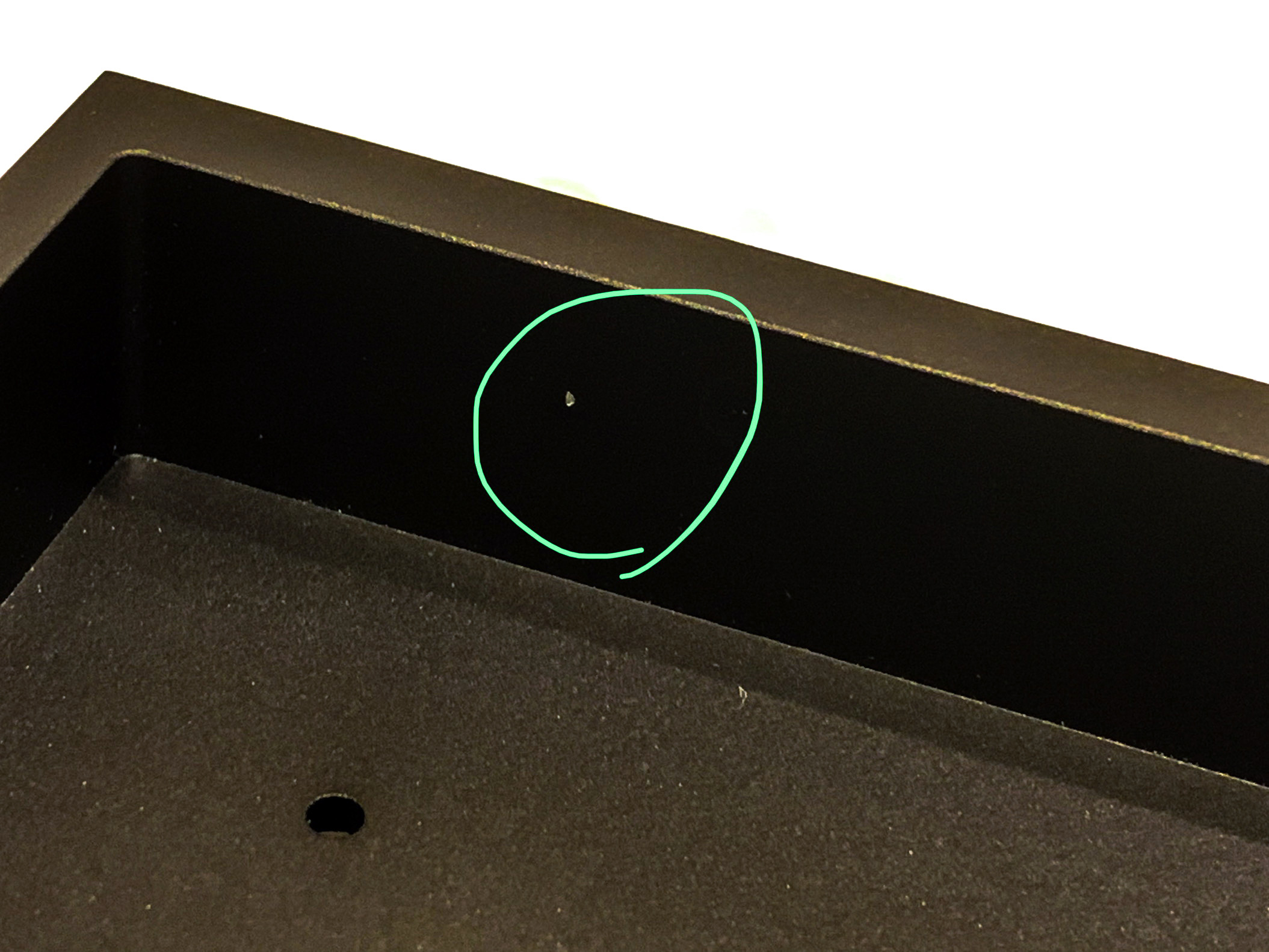
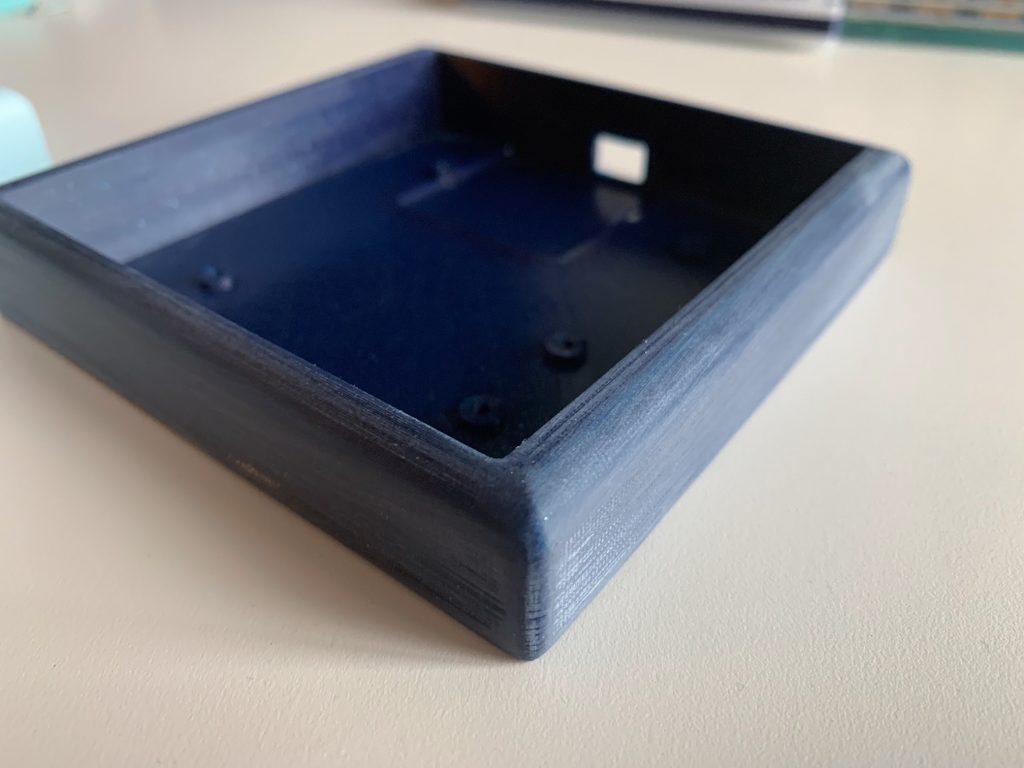
これらの工程を経て出来上がったのがこれ。

つるつるです!
ぴかぴかです!
照明映り込んでます!


角度によってはまだ積層痕が確認できますが、これは仕方ないでしょう。
というか、そもそも自分は根性なしなのでそこまで一生懸命やってないです。もっとしっかりやればもっと完成度が上がるはず。

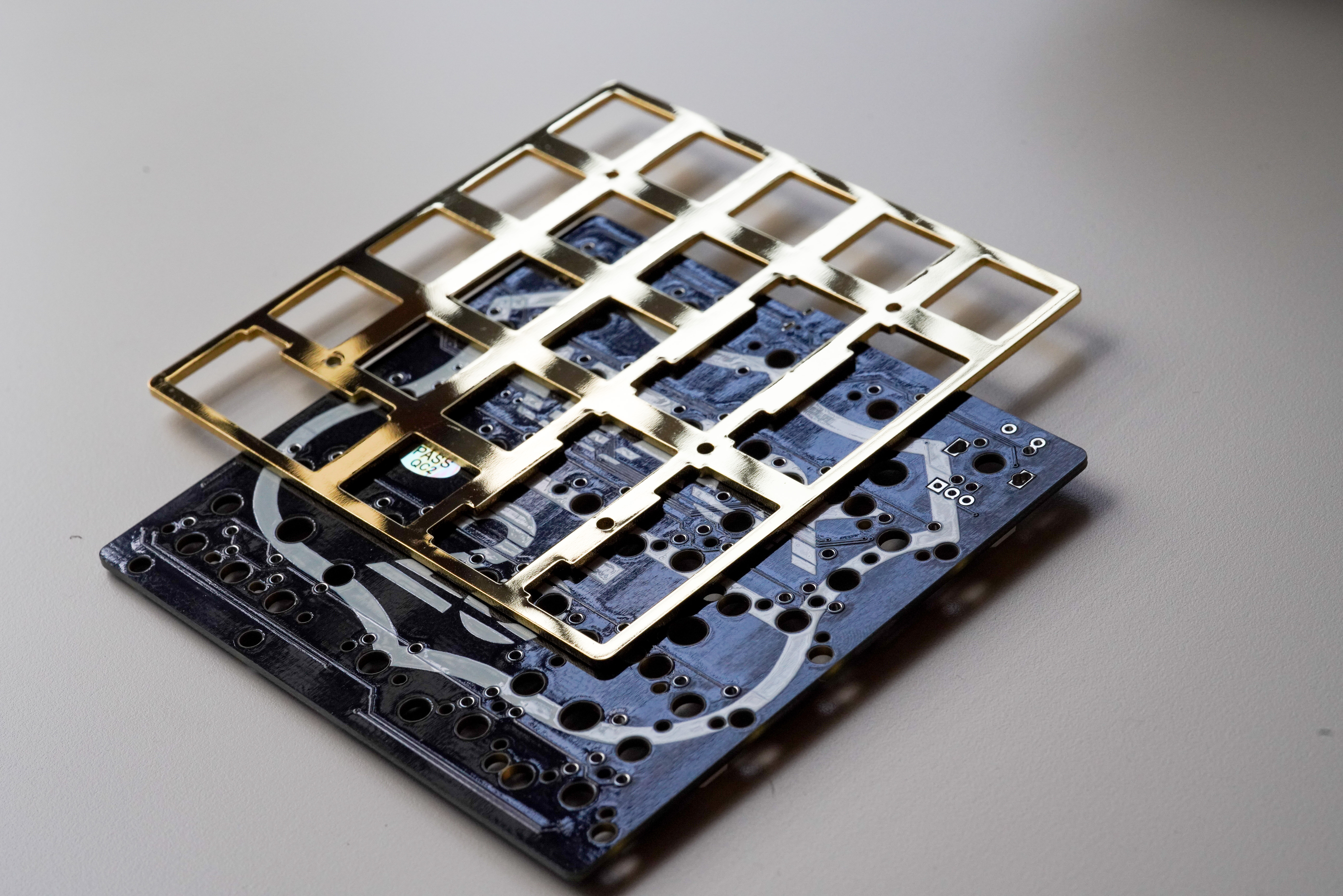
最後に未研磨のものと比較。
変貌ぶりがよく分かります。
というわけで、君のケースは輝いてるかい?